
塑膠射出成型可能出現的缺陷&對策
塑膠射出成型可能出現的缺陷&對策

1.收縮(縮水)/凹陷原因:
●.在生產製品過程中,凹痕是不良現象中發生頻率最高的,注入模具的塑料在冷卻時發生體積收縮,早冷卻部分即表面首先硬化,內部就會產生氣泡,所謂凹痕,就是冷卻慢的部分在氣泡收縮的方向產生了顯眼的凹面。
●.收縮性大的材料也容易產生凹痕。當要改變成型條件來消除凹痕時,應該把設定條件往收縮小的方向設定。即模溫、料筒溫度降低,射出壓力提高,但是應該注意由此可能會引起殘餘內應力。
改善方式:
● 降低射速並增加射出壓力,模具排氣...等
● 增加塑料劑量並提高射出壓力或增加保壓時間
● 降低模溫
● 提高保持壓力或填充壓力
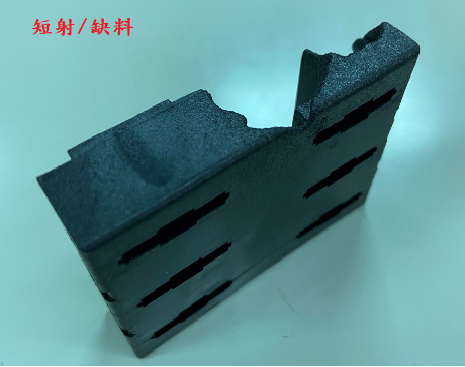
2.短射/缺料原因:
●.射出機方面:降低射出速度並增加射出壓力、噴嘴過小、塑料劑量過少、料管溫度
過低。
●.模具方面:澆口位置不適當、結合方式、澆道設計、排氣不良、模具溫度過低、成
品厚度太薄、包封。
●.塑料方面: 流動性不良、潤滑不足。
改善方式:
調高料管溫度設定、放大進澆口、適當調整流道比例或尺寸,提高壓力和保壓。

3.結合線、熔結線原因:
● 塑料進入澆口後,經分流再進行結合,受空氣阻擋而產生,或是離型劑過多。
改善方式:
● 提高料溫或將澆口變大
● 提高模溫或使用流動性高的材料
● 增加射速&射壓
● 延長射出前進時間
● 改變澆口位置

4.毛邊原因:
●.充填過飽
●.不當的脫模設計,如角度斜位及倒扣位
●.機台鎖模力不足
●.保壓切換前射出速度降低
●.射出壓力太大、模具結合面缺陷
改善方式:
●.降低射出壓力時間速度及劑量
●.修改模具
●.更換較大噸數的機台
●.減少射出時間

5.流痕&流紋原因:
●.塑料過冷、模溫太冷、澆口太小
●.射壓過低射速過慢,造成成型表面呈波紋狀
●.成品柱體造成結合線
●.原料不潔
改善方式:
●.增加塑料溫度及模溫
●.增加射壓射速及增加排氣
●.確認塑料狀況
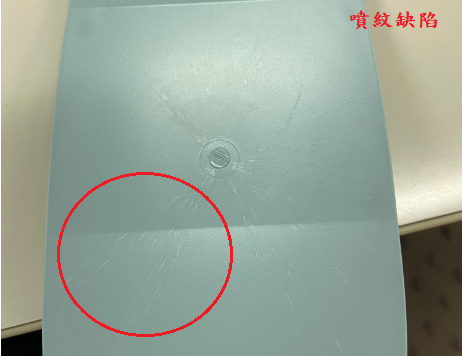
6.銀線、噴射紋原因:
●.成型表面因射出時,塑料流動所產生銀白紋現象
改善方式:
●.這是塑料內水份被壓縮而成氣狀,所以原料內水份確實烘乾就能防止

7.氣泡原因:
●.成型品厚薄不一之情型造成
●.塑料本身含有水份揮發&添加劑因熱分解
改善方式:
●.徹底空射、降低原料溫度縮短加熱時間
●.拆除料管清理
●.升高料管溫度使以分解之塑膠,並使其從管壁上鬆脫
●.塑料有雜質
文末叮嚀:
1.如果您喜歡這篇文章,歡迎按按"讚"給個鼓勵或"分享"讓更多人看到喲
2.順手回應留言,也算是給我一點小小的動力與鼓勵,真的非常感謝您喲
3.承茂/雙星股份有限公司官網https://www.twchinmou.com/




